



PLA жіпшесі, сұр түсті, 1 кг катушка

| Бренд | Торвелл |
| Материал | Стандартты PLA (NatureWorks 4032D / Total-Corbion LX575) |
| Диаметрі | 1,75 мм/2,85 мм/3,0 мм |
| Таза салмақ | 1 кг/катушка; 250 г/катушка; 500 г/катушка; 3 кг/катушка; 5 кг/катушка; 10 кг/катушка |
| Брутто салмағы | 1,2 кг/катушка |
| Төзімділік | ± 0,02 мм |
| Сақтау ортасы | Құрғақ және желдетілетін |
| Кептіру параметрі | 55˚C температурада 6 сағат бойы |
| Қолдау материалдары | Torwell HIPS, Torwell PVA жағыңыз |
| Сертификаттауды мақұлдау | CE, MSDS, Reach, FDA, TUV және SGS |
| Үйлесімді | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker және кез келген басқа FDM 3D принтерлері |
| Пакет | 1 кг/катушка; 8 катушка/ctn немесе 10 катушка/ctn құрғатқышы бар тығыздалған пластик пакет |
Таңдау үшін түс:
Түс қолжетімді
Қалыпты серия:Ақ, Қара, Қызыл, Көк, Сары, Жасыл, Табиғат, Күміс, Сұр, Тері, Алтын, Қызғылт, Күлгін, Қызғылт сары, Сары-алтын, Ағаш, Рождестволық жасыл, Галактика көк, Аспан көк, Мөлдір
Флуоресцентті сериялар:люминесцентті қызыл, люминесцентті сары, люминесцентті жасыл, люминесцентті көк
Жарқыраған сериялар:Жарқыраған жасыл, Жарқыраған көк
Түсті өзгертетін сериялар:Көк-жасылдан сары-жасылға, көктен аққа, күлгіннен қызғылтқа, сұрдан аққа
Таңдалған түс қолжетімді. Сіз бізге RAL немесе Pantone кодын хабарлаңыз.

Баспа үлгілерінің көрмесі

Пакет мәліметтері
Вакуумдық қаптамадағы құрғатқышы бар 1 кг орамды PLA жіпшесі.
Әрбір катушка жеке қорапта (Торвелл қорабы, бейтарап қорап немесе тапсырыс бойынша жасалған қорап қолжетімді).
Бір қорапта 8 қорап (қорап өлшемі 44x44x19 см).

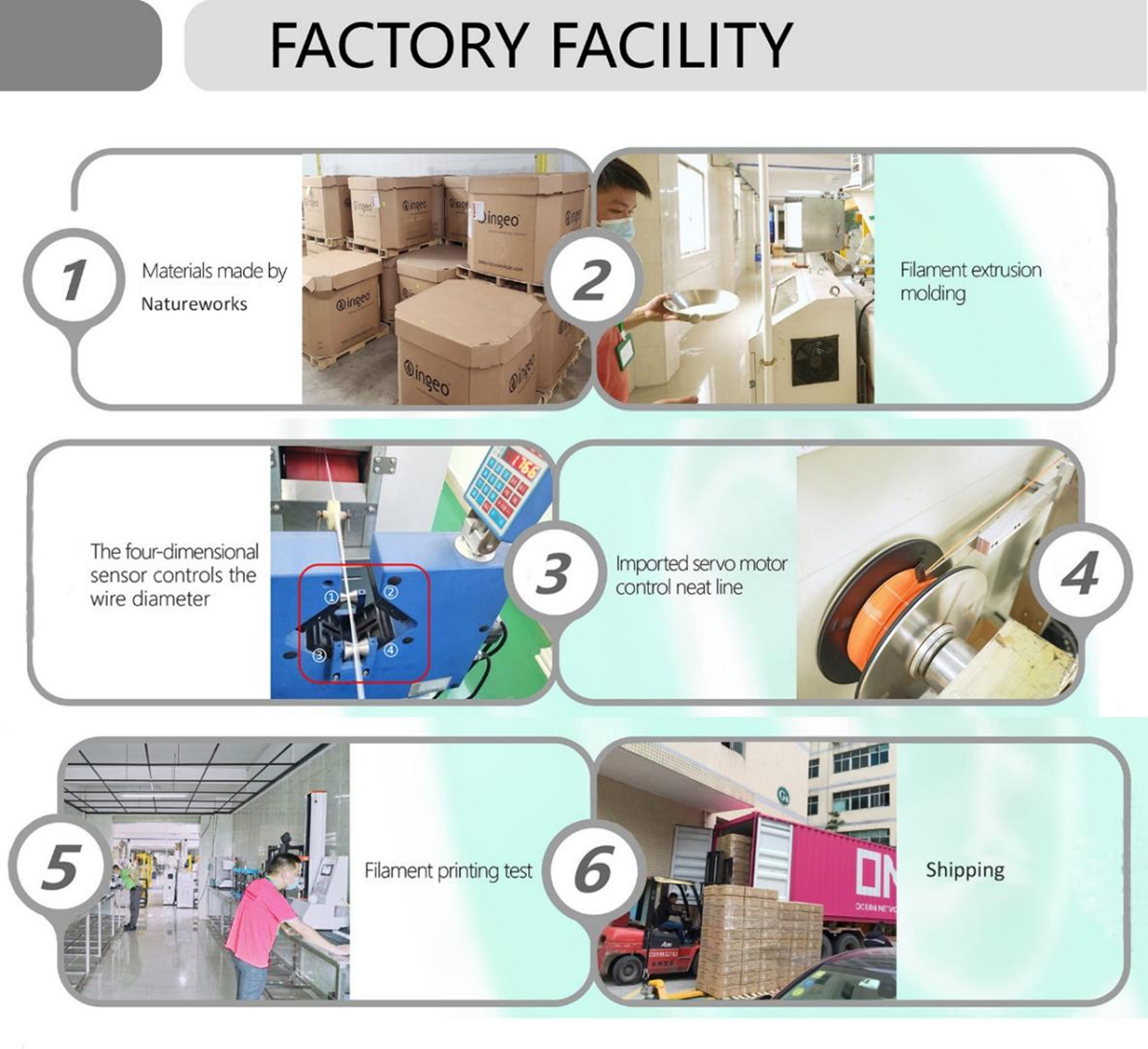
Torwell компаниясының 3D жіпшелерді зерттеу және әзірлеу саласында 10 жылдан астам тәжірибесі бар және PLA, PLA+, PETG, ABS, TPU, ағаш PLA, жібек PLA, мәрмәр PLA, ASA, көміртекті талшық, нейлон, PVA, металл, тазалау жіпшелері және т.б. сияқты барлық жіпшелерді шығарады. Жоғары сапалы ірі көлемдегі 3D жіпшелері, бұл өнімнің үнемділігіне және барлық кең таралған 1,75 мм FDM 3D принтерлері үшін сенімділігіне ықпал етеді.
PLA жіпшесін басып шығару бойынша кеңестер
PLA жіпшесін 3D басып шығаруға көмектесу үшін біз PLA жіпшесін басып шығаруға арналған бірнеше кеңестерді пайдалану бойынша 5 кеңес ұсынамыз:
1. Температура
PLA жіпшесімен басып шығарған кезде, бастапқы температураны 195 °C-тан бастау ұсынылады, бұл сізге табысқа жетудің ең жақсы мүмкіндігін береді. Содан кейін температураны 5 градусқа төмендетуге немесе арттыруға болады, осылайша басып шығарудың дұрыс сапасы мен беріктігі бір-бірін толықтырады. Құрастыру тақтасына адгезияны жақсарту үшін басып шығару қабатын 60 градусқа дейін қыздырған дұрыс.
2. Температура тым жоғары
Егер температура тым жоғары болса, жіптер пайда болады. Экструдер басып шығару кезінде әртүрлі аймақтар арасында қозғалған кезде PLA материалын ағып кетеді. Егер бұл орын алса, температураны төмендету қажет болады. Экструдер сонша материалдың ағып кетуін тоқтатқанша, мұны әр қадам сайын 5 градус қадаммен орындаңыз.
3. Температура тым төмен
Егер басып шығару температурасы тым төмен болса, жіп алдыңғы қабатқа жабыспайтынын байқайсыз. Бұл беттің кедір-бұдыр болып көрінуіне және сезілуіне әкеледі. Сонымен қатар, бөлшек әлсіз болады және оңай бөлшектелуі мүмкін. Егер бұлай болса, басып шығару жақсы көрінгенше және әр қабаттың сызық сегменттері дұрыс болғанша басып шығару басының температурасын 5 градусқа арттыру керек. Нәтижесінде, жұмыс аяқталғаннан кейін бөлшек берік болады.
4. PLA жіпшесін құрғақ ұстаңыз
PLA материалын салқын және қараңғы жерде, жақсырақ тығыздалған пакетте сақтау керек, бұл PLA пластмассаларының сапасын сақтауға көмектеседі. Бұл басып шығару процесінің нәтижесі күтілгендей болуын қамтамасыз етеді.
| Тығыздық | 1,24 г/см33 |
| Балқыма ағынының индексі (г/10 мин) | 3.5(190℃/2,16 кг) |
| Жылулық бұрмалау температурасы | 53℃, 0,45 МПа |
| Созылу күші | 72 МПа |
| Үзіліс кезіндегі созылу | 11,8% |
| Иілу күші | 90 МПа |
| Иілу модулі | 1915 МПа |
| IZOD әсер ету күші | 5,4 кДж/㎡ |
| Беріктік | 4/10 |
| Басып шығару мүмкіндігі | 9/10 |
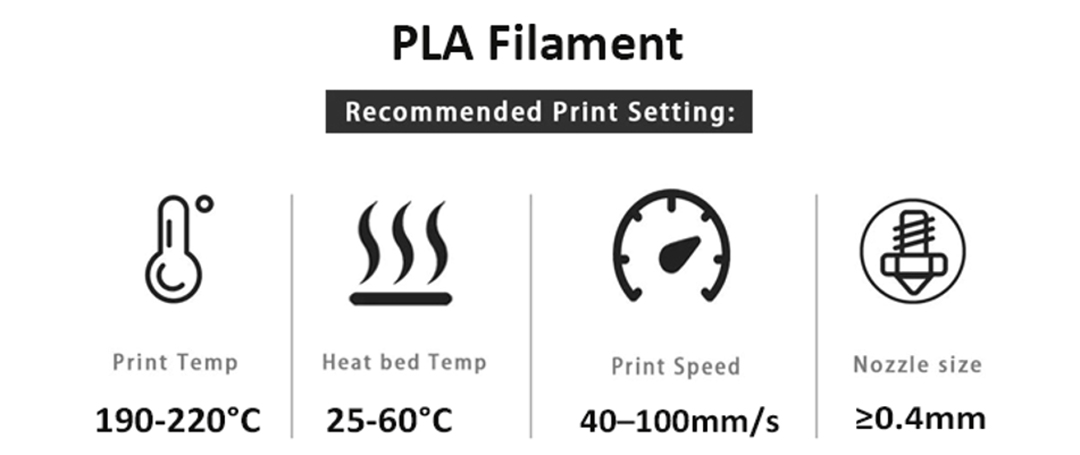
| Экструдердің температурасы (℃) | 190 – 220℃ |
| Төсек температурасы (℃) | 25 – 60°C |
| Саптама өлшемі | ≥0,4 мм |
| Желдеткіш жылдамдығы | 100% қосулы |
| Басып шығару жылдамдығы | 40 – 100 мм/с |
| Жылытылатын төсек | Қосымша |
| Ұсынылатын құрылыс беттері | Желім қосылған әйнек, маска қағазы, көк таспа, BuilTak, PEI |








